您好!欢迎访问东莞市众利坚金属科技有限公司!


众利坚金属科技
Zhonglijian Metal Technology
20年专注热处理行业 专业从事大型精密模具零配件热处理加工
- 网站首页
-
关于众利坚
-
栏目分类导航
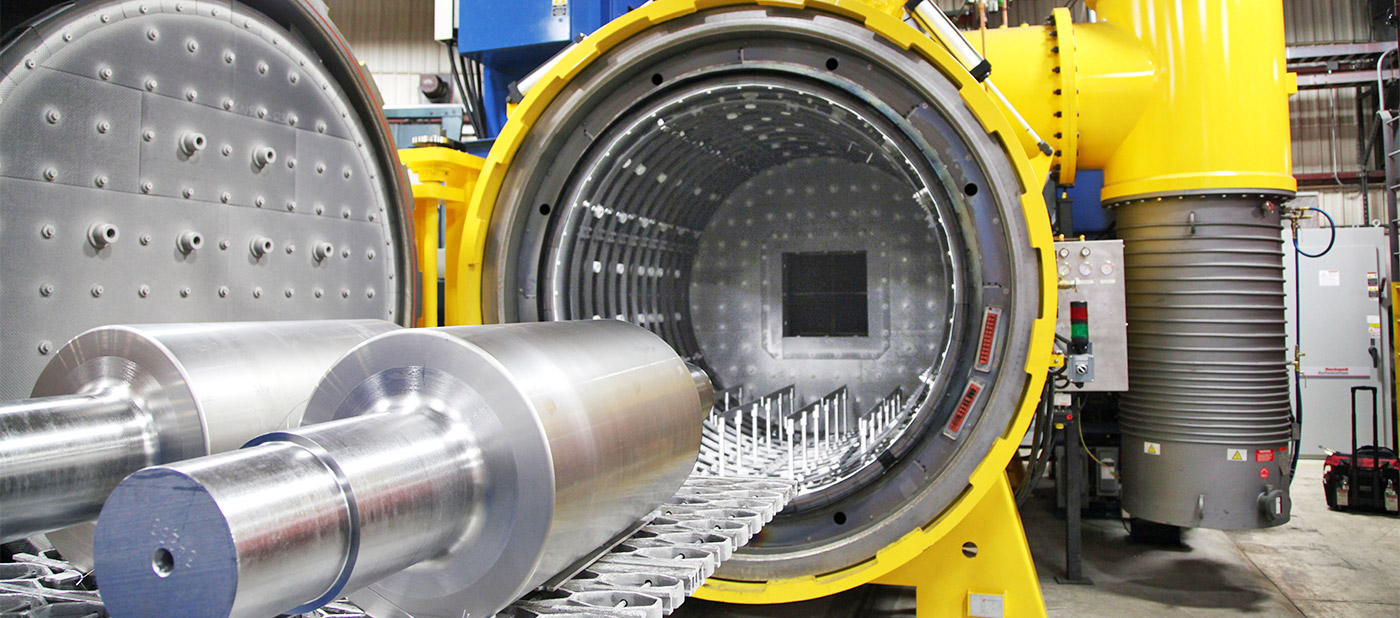
查看更多 +关于众利坚东莞市众利坚金属科技有限公司成立于2000年6月,位于东莞市茶山镇卢边工业区,我厂经过多年的发展,现拥有品质优良的真空热处理设备,而真空热处理炉能为各种模具,机械零配件,汽车,摩托车,电工具零配件等热处理加工服务...
-
-
产品中心
-
产品分类导航
查看更多 +
-
- 案例展示
- 企业实景
-
新闻中心
-
新闻分类导航
查看更多 +热门新闻202605-21在东坑高频热处理加工中经常会碰到一些热处理问题,比如高...202605-21茶山热处理加工时热处理是指材料在固态下,通过加热、保温...202605-21石排热处理加工时热处理工艺是提高性能的基本途径。然而,...202605-21东莞真空热处理是指将模具零件置于真空热处理设备中,进行...
-
- 留言反馈
- 联系我们